



Sérsniðið grátt steypujárnsteypuvörur fyrir skelmótmeð þjónustu áCNC vinnsla, hitameðferð og yfirborðsmeðferð.
Grátt járn, eða grátt steypujárn, er tegund steypujárns sem hefur grafít örbyggingu. Það er nefnt eftir gráa lit brotsins sem það myndar. Gráa steypujárnið er notað fyrir hús þar sem stífleiki íhlutarins er mikilvægari en togstyrkur hans, svo sem strokkablokkir brunavéla, dæluhús, ventlahús, rafmagnskassa, mótvægi og skrautsteypu. Hár hitaleiðni grás steypujárns og sérstakur höfuðgeta er oft nýtt til að búa til steypujárns eldhúsáhöld og diskabremsur.
Dæmigerð efnasamsetning til að fá grafítíska örbyggingu er 2,5 til 4,0% kolefnis og 1 til 3% kísils miðað við þyngd. Grafít getur tekið 6 til 10% af rúmmáli grájárns. Kísill er mikilvægt til að búa til grátt járn öfugt við hvítt steypujárn, vegna þess að kísill er grafítstöðugandi þáttur í steypujárni, sem þýðir að það hjálpar málmblöndunni að framleiða grafít í stað járnkarbíða; við 3% sílikon er nánast ekkert kolefni haldið í efnablöndu með járninu.
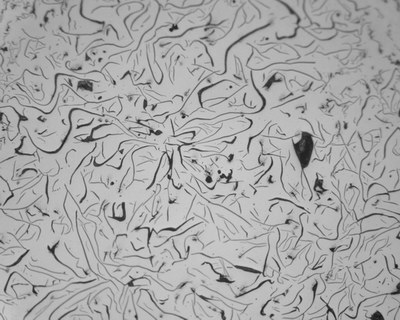
Grafítið tekur á sig lögun þrívíddar flögu. Í tvívídd, þar sem fágað yfirborð mun birtast undir smásjá, birtast grafítflögurnar sem fínar línur. Ábendingar flöganna virka sem fyrirliggjandi hak; þess vegna er það brothætt. Tilvist grafítflaga gerir grájárnið auðvelt að vinna þar sem þær hafa tilhneigingu til að sprunga auðveldlega yfir grafítflögurnar. Grátt járn hefur einnig mjög góða dempagetu og er því aðallega notað sem grunnur fyrir vélafestingar.

Vélrænir eiginleikar gráu steypujárns | |||||||
| Hlutur samkvæmt DIN EN 1561 | Mæla | Eining | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Togstyrkur | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0,1% ávöxtunarstyrkur | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Lenging Styrkur | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Þrýstistyrkur | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% þjöppunarstyrkur | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Beygjustyrkur | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Skarálag | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Teygjanleikaeiningar | E | GPa | 78 – 103 | 88-113 | 103 – 118 | 108 - 137 | 123 – 143 |
| Eiturnúmer | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Brinell hörku | HB | 160 - 190 | 180 – 220 | 190 - 230 | 200 – 240 | 210 – 250 | |
| Sveigjanleiki | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Spenna og þrýstingsbreyting | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Brotstyrkur | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Þéttleiki | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |

Skel mótun steypaferli er einnig kallað forhúðuð plastefni sandsteypuferli, heitt skel mótun steypu eða kjarna steypuferli. Aðal mótunarefnið er forhúðaður fenólkvoðasandur, sem er dýrari en grænn sandur og fúran plastefnisandur. Þar að auki er ekki hægt að endurvinna þennan sand.
Furan plastefni sjálfherðandi sandsteypuferli (nobake ferli) notar fúran plastefni húðaðan sand til að mynda steypumótið. Eftir að hafa blandað upprunalega sandi (eða endurheimtum sandi), fljótandi fúran plastefni og fljótandi hvata jafnt og þétt, og fyllt þá í kjarnakassann (eða sandkassann), og herðið það síðan til að harðna í mót eða mót í kjarnakassanum (eða sandinn) box) við stofuhita. Þá myndaðist steypumótið eða steypukjarninn, sem kallast sjálfherðandi kaldkjarna kassamótun (kjarna), eða sjálfherðandi aðferð (kjarna).
Vegna þess að mótið er myndað við stofuhita og engin þörf á að hita, er sjálfherðandi sandsteypa einnig kallað steypuferli án baka. Hægt er að skipta sjálfherðandi aðferðinni í sýruhvata fúran plastefni og fenól plastefni sandur sjálfherðandi aðferð, urethan plastefni sandur sjálfherðandi aðferð og fenól mónóester sjálfherðandi aðferð.
Sem sjálfherjandi köldu kassabindiefnissandur er fúran plastefnissandurinn elsti og mest notaði tilbúinn bindiefnissandurinn í kínverskri steypu. Magn plastefnis sem bætt er við mótunarsandi er yfirleitt 0,7% til 1,0% og magn viðbætts plastefnis í kjarnasandi er yfirleitt 0,9% til 1,1%. Innihald óbundins aldehýðs í fúran plastefni er undir 0,3% og sumar verksmiðjur hafa farið niður fyrir 0,1%. Í steypusmiðjum í Kína hefur fúran plastefni sjálfherðandi sandur náð alþjóðlegu stigi óháð framleiðsluferli og yfirborðsgæði steypunnar.
Samsvarandi einkunn af gráu steypujárni | ||||||||
| AISI | W-stoff | DIN | BS | SS | AFNOR | UNE / IHA | JIS | UNI |
| A48-20B | 0,6010 | GG-10 | 100 bekk | 0110-00 | - | - | FC 100 | G 10 |
| A48-25B | 0,6015 | GG-15 | 150 bekk | 0115-00 | Ft 15 D | FG 15 | FC 150 | G 15 |
| A48-30B | 0,6020 | GG-20 | 200 bekk | 0120-00 | Ft 20 D | FG 20 | FC 200 | G 20 |
| A48-40B | 0,6025 | GG-25 | 250 bekk | 0125-00 | Ft 25 D | FG 25 | FC 250 | G 25 |
| A48-45B | 0,6030 | GG-30 | 300 bekk | 0130-00 | Ft 30 D | FG 30 | FC 300 | G 30 |
| A48-50B | 0,6035 | GG-35 | Einkunn 350 | 0135-00 | Ft 35 D | FG 35 | FC 350 | G 35 |
| A48-60B | 0,6040 | GG-40 | 400 bekk | 0140-00 | Ft 40 D | - | FC 40 | - |
| 32510 | GTS-35 | B340/12 | 0815-00 | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | 0,8145 | GTS-45 | P440/7 | 0852-00 | MN 450 | - | FCMP 440/490 | GMN 45 |
| A220-50005 | 0,8155 | GTS-55-04 | P510/4 | 0854-00 | þingmaður 50-5 | - | FCMP 490 | GMN 55 |
| A220-70003 | 0,8165 | GTS-65-02 | P570/3 | 0856-00 | MN 650-3 | - | FCMP 590 | GMN 65 |
| A220-70003 | - | GTS-65 | P570/3 | 0858 | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | 0,8170 | GTS-70-02 | P690/2 | 0862-00 | MN 700-2 | - | FCMP 690 | GMN 70 |
Resin húðaður sandsteypumálmur og málmblöndur | |
| Málmur og málmblöndur | Vinsæl einkunn |
| Grátt steypujárn | GG10~GG40; GJL-100 ~ GJL-350; |
| Sveigjanlegt (hnúðótt) steypujárn | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered ductile Iron (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Kolefnisstál | C20, C25, C30, C45 |
| Álblendi stál | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Ryðfrítt stál | Ferrítískt ryðfrítt stál, martensitískt ryðfrítt stál, austenítískt ryðfrítt stál, úrkomuherðandi ryðfrítt stál, tvíhliða ryðfrítt stál |
| Álblöndur | ASTM A356, ASTM A413, ASTM A360 |
| Brass / kopar-undirstaða málmblöndur | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Staðall: ASTM, SAE, AISI, GOST, DIN, EN, ISO og GB | |

Kostir Furan Resin húðaðs sands sjálfherðandi mótunarsteypu:
1) Bættu víddarnákvæmni steypu og yfirborðsgrófleika.
2) Herðing á mold (kjarna) sandi þarf ekki þurrkun, sem getur sparað orku, og einnig er hægt að nota ódýra viðar- eða plastkjarnakassa og sniðmát.
3) Sjálfherjandi mótunarsand er auðvelt að þjappa saman og hrynja saman, auðvelt að þrífa upp steypur og gamlan sand er hægt að endurvinna og endurnýta, sem dregur verulega úr vinnuafli við kjarnagerð, líkangerð, sandfall, hreinsun og aðra hlekki, og það er auðvelt að átta sig á vélvæðingu eða sjálfvirkni.
4) Massahlutfall plastefnis í sandi er aðeins 0,8% ~ 2,0%, og alhliða kostnaður við hráefni er lágur.
Vegna þess að sjálfherðandi aðferðin hefur marga af ofangreindum einstökum kostum er sjálfherðandi aðferðin ekki aðeins notuð við kjarnagerð heldur einnig notuð til að steypa mótun. Það er sérstaklega hentugur fyrir framleiðslu í einu stykki og litlum lotu og getur framleitt steypujárn, steypu stál og ójárnblendi. Sumar kínverskar steypur hafa algjörlega skipt út leirþurrsandmótum, sementsandmótum og að hluta skipt út vatnsglersandmótum.




Sérsniðnar vörur úr steypujárni







{kind=link}